APQP 全称 Advanced Product Quality Planning,中文一般译作“产品质量先期策划”或“先进产品质量策划”。它是一个结构化的质量策划框架,最初由美国汽车三大厂商(通用、福特、克莱斯勒)在 1980 年代末开发,现已成为汽车行业广泛应用的产品开发质量管理方法。根据汽车工业行动集团(AIAG)的定义,APQP 的目的在于制定出支持产品或服务开发的质量策划方案,确保最终产品/服务让客户满意。通俗来说,APQP 列出了让产品满足顾客需求所需的步骤和工具,其目标是促进相关各方的沟通协作,按时完成必要的策划步骤。高层管理的支持对于成功实施 APQP 十分关键——只有管理层承诺以顾客满意为宗旨,才能推动各部门认真落实这些质量策划步骤。
1. APQP 基础概念、核心流程与目标
核心流程(五大阶段):APQP 将产品从概念到量产的开发过程划分为五个阶段,每个阶段都有明确的输入和输出要求。各阶段既按顺序推进,又可能并行展开,以加速开发进程(如下图所示)。
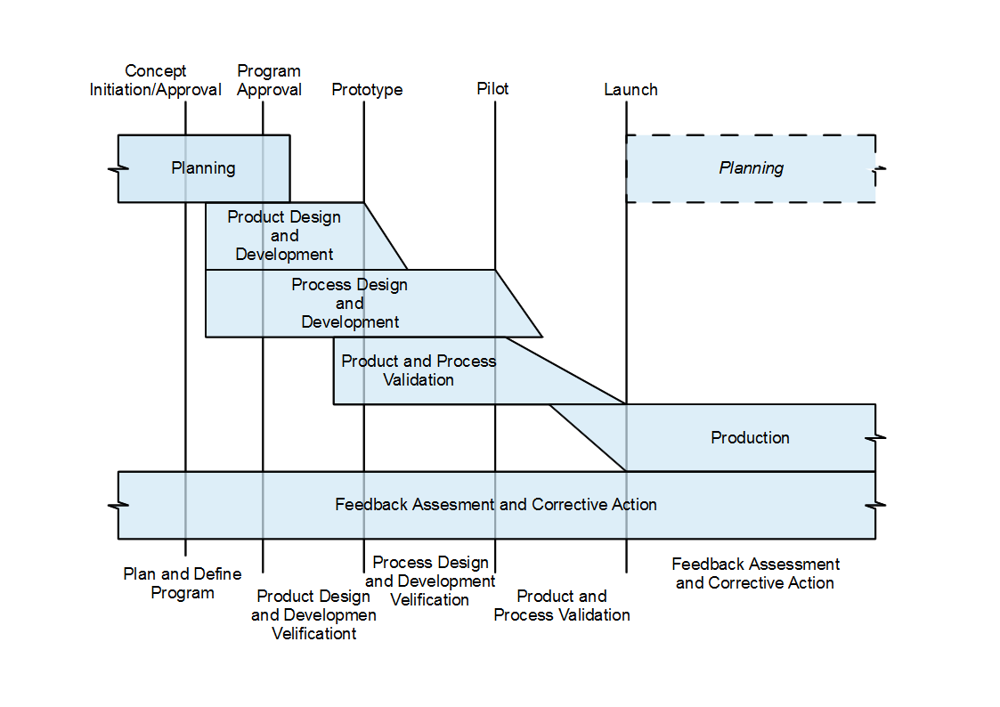
下面简要介绍 APQP 的五大阶段:
-
计划和确定项目 (Plan & Define Program):明确项目范围和顾客需求,进行可行性分析和项目策划,制定初步的质量目标和时间表等输入。这一阶段输出包括设计目标、可靠性和质量目标、初始的材料清单(BOM)、初步的过程流程图以及产品/过程特殊特性清单等。高层管理应在此阶段予以资源支持并批准项目立项。
-
产品设计和开发 (Product Design and Development):根据客户需求进行产品的详细设计和工程开发。在此阶段,将顾客的声音转化为具体的产品设计要求,进行设计失效模式与后果分析(DFMEA)等风险识别,完成图纸、材料规格、原型试制和设计验证等工作,确保设计满足质量和性能目标。
-
过程设计和开发 (Process Design and Development):制定生产制造过程的方案。包括工艺流程设计、工装模具设计、工艺参数确定和布局规划等,并进行过程失效模式与后果分析(PFMEA)以识别制造过程中的潜在风险,制定控制计划(Control Plan)和检验规范,确保过程能力可以满足产品要求。
-
产品和过程验证 (Product and Process Validation):对试生产的产品和过程进行验证。这阶段通常包括小批量试生产(试运行),收集过程能力数据,进行产品性能测试和寿命测试,确认产品设计和生产过程能稳定地批量生产合格产品。企业在此阶段汇总完成生产件批准程序(PPAP)所需的全部资料,并向客户提交样件进行批准。
-
反馈、评估和纠正措施 (Feedback, Assessment & Corrective Action):在产品正式量产后,持续收集生产和质量数据以及客户反馈,对照最初的目标进行评估。通过质量监控和客户满意度调查,发现不足时及时采取纠正和改进措施,形成闭环。这一阶段强调持续改进,将经验反馈到未来的项目策划中,不断提高产品质量和过程效率。
上述五个阶段贯穿了产品从概念到上市的全过程,形成了APQP的主干流程。在实际运作中,很多任务是并行开展的(如在产品设计尚未完全定型时就开始过程设计),以缩短开发周期。APQP的结构化流程确保每个阶段的关键任务都得到规划和执行,为新产品成功上市提供了系统保障。
2. APQP 在汽车零部件行业的应用
行业背景:APQP 发源于汽车产业,并已成为汽车制造商及其供应链中的统一要求。如今大型整车厂(OEM)都要求其一级供应商按照 APQP 流程进行产品和过程开发,并通过 IATF 16949 等质量体系审核予以确认。换言之,APQP 是汽车零部件行业的新项目开发标配流程。对于从事模具、冲压、焊接、压铸等业务的零部件企业,APQP 有助于将质量策划嵌入每一道工序,提升产品一致性,减少开发周期内的反复和成本浪费。
不同业务环节中的 APQP 应用:
-
模具开发:模具(包括冲压模具、压铸模具等)的设计制造是零部件质量的基础。APQP 要求在模具开发早期就充分考虑产品规格和制造可行性,例如通过设计评审和 DFMEA 来发现潜在问题。公司在模具设计阶段应识别关键尺寸和公差要求,确定特殊特性并予以标识管控,提前规划试模验证步骤。这样可确保模具一次制造成功,并在投入生产前通过小批试模验证模具性能,避免量产后因模具问题造成的质量隐患。
-
冲压工艺:冲压件制造过程中,APQP 工具可确保工艺稳定性和产品一致性。在项目策划阶段,团队制定过程流程图,并运用 PFMEA 评估每道工序的风险(如毛刺、裂纹、变形等)。针对高风险点,预先采取措施(如优化模具间隙、增加传感器监测)。某汽车冲压件供应商的经验表明,在生产首件之前运用 PFMEA、控制计划、流程图和 PPAP 等 APQP 工具充分评估冲压需求和客户期望,并实施相应的制造流程,可有效避免不合格产品流出。公司的冲压部门同样应制定详细的过程控制计划,包括首件检验、过程参数监控和定期模具维护,从而保证批量生产阶段的产品质量满足汽车客户要求。
-
焊接装配:对于需要焊接的零部件或组件,APQP 有助于确保焊接过程的可靠性。公司在开发焊接工艺时,应在 APQP 框架下进行焊接夹具设计和工艺试验,分析可能的失效模式(例如焊点强度不足、焊接变形、飞溅影响等)。通过 PFMEA 事先确定关键焊点和参数,并制定相应的控制计划(比如焊接电流、电压的窗口、焊后检验标准)。在产品和过程验证阶段,应进行小批量试焊和破坏性测试来验证焊接强度,确保批量生产时焊接质量稳定。APQP 的策划还能帮助协调冲压件与焊接工序之间的衔接(如设计预留焊接定位孔位等),提升装配效率。
-
压铸生产:压铸件的质量取决于早期设计和工艺控制。APQP 鼓励压铸厂在项目前期与客户充分沟通产品用途和工作环境,以优化铸件设计和工艺方案。例如,某压铸厂在 APQP 初始阶段使用了包含 25 个问题的检查清单,通过询问“零件是否需热处理、关键受力区域在哪里、工作环境是否有腐蚀性”等一系列问题,深入了解产品需求。这种详尽的策划使工程师能及早决定浇注系统、材料牌号和热处理方案,避免了设计定型后才发现问题而导致的昂贵修改。公司的压铸业务应仿效这一做法,在设计阶段运用模拟仿真等手段验证压铸工艺,可行则早定方案,不行则及时修改设计,并在试生产阶段严格评估铸件的尺寸稳定性和缺陷率,以确保量产时的成品合格率。
总结来说,在汽车零部件行业中实施 APQP 可以使模具、冲压、焊接、压铸各环节形成一套统一的质量策划思路:即以客户需求为起点,跨部门协同分析风险并预防缺陷,把质量保证前移到开发过程。这不仅减少了产品试制反复,也让企业能够更从容地通过汽车主机厂的项目审核和认可,为后续大批量供货打下基础。
3. “APQP 管理审核”的关键点
当企业按照 APQP 开展项目时,往往需要接受来自客户或第三方的审核,以确认 APQP 过程执行到位。这里的“APQP 管理审核”指的就是对企业 APQP 活动本身的审核检查。下面从审核流程、考察要点和企业应对三个方面,概括 APQP 管理审核的关键点。
审核流程
APQP 管理审核一般遵循典型的质量审核流程。首先,审核方会事先通知审核计划和范围,企业据此准备相关资料清单。审核开始时,审核员通常会召开首次会议说明审核目的和日程,随后通过访谈和查阅记录的方式展开检查。例如,审核员可能会与项目经理、设计、工艺、质量等团队成员逐一交谈,了解各阶段 APQP 活动如何实施,并核查关键文档(如 DFMEA、PFMEA、控制计划、测试报告等)的完整性和有效性。整个审核过程通常沿着 APQP 五个阶段顺序进行,检查每个阶段的输出是否齐全且符合要求。审核结束时会召开末次会议反馈发现,针对不足之处提出整改要求或改进建议。对于汽车行业供应商,这种审核也可能以客户审批的形式体现:只有当供应商通过 APQP 阶段性审核并提交完整的 PPAP 文件包后,客户才会批准进入量产。
审核考察要点
审核员在评估 APQP 执行情况时,会关注若干关键要素:
-
客户需求识别:是否充分收集了顾客的声音(VOC),明确了产品的质量目标和技术规格要求。审核会查看立项时的客户需求清单、项目策划书等,确保团队对客户期望有清晰认识。
-
设计过程控制:产品设计是否在组织的过程能力范围内进行。也就是说,设计方案是否充分考虑了制造的可行性和过程能力限制。审核员会检查设计输入输出、DFM/A(设计可制造性/装配性)分析记录,确认设计方案不会超出实际生产能力。
-
失效模式分析:团队是否对设计和制造过程进行了系统的失效模式与后果分析(FMEA),并采取措施减轻主要风险。审核重点关注 DFMEA 和 PFMEA 的完整性,尤其是高风险项的措施闭环情况。
-
验证和确认:是否制定了详尽的产品验证和过程确认计划,包括各种测试、大纲及结果。审核员会核实产品设计验证(DV)和过程验证(PV)的报告,例如性能测试、寿命测试、可靠性试验、过程能力研究等,确保规定的验证活动均已完成且结果满足要求。
-
设计评审:在各关键节点是否及时组织了跨部门的设计评审。审核会查阅阶段评审(Gate Review)或技术评审会议纪要,确认高层或相关职能对方案的变更和进展进行了评估批准。
-
特殊特性管控:是否识别了产品和过程中的特殊特性或关键特性,并采取了额外的管控措施。审核员会检查特殊特性清单、控制计划中的管控项(例如针对安全特性的额外检测、过程能力要求等),确保这些特性在开发和生产中受到关注。
-
反馈与纠正机制:是否建立了主动的反馈和纠正措施机制。审核会评估团队如何处理试生产或量产初期发现的问题,是否及时更新了相关FMEA、控制计划,实行闭环改进,从而持续提升客户满意度。
综上,APQP 审核的考察要点围绕”有无按要求完成相应策划“和”策划是否有效防范了风险“两个方面展开。审核既要看文件是否齐全,更要判断团队对质量策划工具的理解和运用是否到位。
企业应对审核
为顺利通过 APQP 管理审核,企业管理者和项目团队应做好充分的准备和配合:
-
健全文件资料:提前整理好 APQP 各阶段的输出文件。例如项目计划、客户需求清单、DFMEA/PFMEA、特殊特性清单、控制计划、实验验证报告、PPAP 提交文件等。确保版本受控、一致性好,并能快速取证给审核员查阅。
-
内部自查预审:在正式审核前,组织内部交叉审核或模拟审核。由未参与该项目的人对照审核要点进行检查,发现问题及时整改。这种预审可以提高团队信心,避免正式审核时出现明显疏漏。
-
明确职责分工:指定各模块的负责人在审核中讲解自己负责的部分。例如,设计负责人说明 DFMEA 如何开展,工艺工程师介绍流程设计和 PFMEA,质量工程师汇报控制计划和测试结果。确保每位成员清楚自身职责范围内的 APQP 细节,并能回答审核提问。
-
管理层支持参与:安排管理者(如项目经理、质量主管甚至高层)参加审核的首次或末次会议,表达对项目和质量策划的重视。这符合审核对管理承诺的期望,也便于高层直接了解并协调解决审核中提出的问题。
-
培训和意识提升:在日常就加强团队对 APQP 流程和五大工具的培训,使员工理解这些方法的价值,而不是为了应付审核才临时补课。只有真正将 APQP 融入日常项目管理,审核时团队才能应对自如、答问有据,赢得审核员信任。
-
积极沟通改进:对于审核发现的问题,不逃避推诿,及时分析根因并制定改进计划。向审核员或客户展示出企业持续改进的态度和能力。这种积极应对的姿态有助于树立良好的质量管理形象,为将来争取更多客户订单加分。
通过以上措施,企业可以大大提高 APQP 管理审核一次通过的概率。在汽车行业严苛的审核环境下,将 APQP 要求内化为日常管理的一部分,不仅是通过审核的需要,更能实实在在提升新产品开发的成功率和组织的质量管理水平。
4. APQP 相关关键术语中英文对照
在学习 APQP 时,会遇到许多专业术语。下面列出一些常见的重要概念及中英文对照,便于快速参考:
-
APQP (Advanced Product Quality Planning):产品质量先期策划。一种结构化的产品质量策划方法,确保开发过程满足客户要求。
-
PPAP (Production Part Approval Process):生产件批准程序。指新产品批量生产前,供应商提交给客户的一套批准文件和样件,以证明其量产过程能够稳定地生产合格产品。
-
FMEA (Failure Mode and Effects Analysis):失效模式与后果分析。用于识别潜在的失败模式及其影响,并采取措施降低风险。通常分为设计 FMEA (DFMEA) 和 过程 FMEA (PFMEA),分别针对产品设计阶段和过程设计阶段的风险分析。
-
SPC (Statistical Process Control):统计过程控制。运用统计方法(如控制图)监控生产过程变差,以保证过程处于受控状态,及时发现异常避免不合格品。
-
MSA (Measurement System Analysis):测量系统分析。评估检测量具和测量过程的变差和准确性,确保检测数据可靠。常见分析包括GR&R(重复性再现性)研究等。
-
Control Plan(控制计划):产品质量控制计划。针对制造过程制定的书面计划,列出每个过程步骤的控制方法、检查测量要求和反应措施,以持续保证关键质量特性受控。
-
Special Characteristic(特殊特性):需特殊控制的关键特性。通常用符号标识在图纸或控制计划中,表示对安全、法规或功能关键的产品特性或过程参数,要求特别的过程能力或管控措施。例如汽车行业中的重要安全特性和关键质量特性等。
-
Voice of Customer (VOC)(顾客之声):指客户的需求、期望和反馈。在 APQP 中,VOC 是项目策划的起点,团队通过市场调研、客户反馈汇总等方式收集 VOC,并将其转化为具体的设计要求和质量0】。
-
IATF 16949:汽车行业质量管理体系标准,由国际汽车工作组制定。APQP 属于该标准要求的核心工具之一,整车厂通常通过 IATF16949 审核来确认供应商是否有效实施了包括 APQP 在内的质量策划2】。
以上术语构成了 APQP 体系的基础语言。掌握它们的含义有助于更深入地理解 APQP 文档和沟通过程中的细节。
5. 相关示例
为了加深对 APQP 概念的理解,下面提供几个简要的情景示例:
-
设计阶段预防问题:某汽车内饰件供应商在运用 APQP 开发新产品时,设计团队通过开展 DFMEA 发现产品在高温暴晒环境下某塑料卡扣可能发生断裂(失效模式)。对此,团队及时改进了卡扣材料配方并增加了筋加强设计,在产品验证测试中成功避免了断裂问题出现。通过在设计早期预防潜在失效,该供应商减少了后期因客户抱怨而修改模具的风险,提升了产品可靠性。
-
过程阶段降低缺陷:公司冲压车间在制定新零件的 PFMEA 时,识别出一道冲孔工序可能产生毛刺并影响后续焊接质量。针对这一风险,工程师提前优化了模具间隙参数,并在控制计划中增加了冲孔后去毛刺和首件检验的要求。试生产结果表明,毛刺缺陷率显著降低,产品焊接合格率提升。这表明 APQP 过程中对工艺风险的分析和改进措施,有效确保了量产时的稳定质量。
-
验证阶段快速改进:某项目在试生产阶段进行产品和过程验证时,发现焊接总成的尺寸偶有超差。APQP 团队立即召开评审会议,运用鱼骨图等方法找出原因在于焊接夹具定位销易磨损偏移。对此,他们采取了纠正措施:改进定位销材质并增加定期点检频次,同时更新了控制计划中的维护要求。在随后的重复试生产中,产品尺寸全面达标,顺利通过了最终的过程验证。这一示例体现了 APQP 反馈和纠正措施阶段的作用:及时根据验证结果改进工装和工艺,确保批量生产稳妥可靠。
-
PPAP 文件提交客户:一家铝合金铸件供应商按照 APQP 流程完成了新产品开发,并进行了充分的验证。随后他们将所有质量策划的输出整理成完整的 PPAP 文件包提交给客户,包括:DFMEA/PFMEA 报告、控制计划、测量系统分析结果、过程能力研究报告、试生产合格的样件检测报告,以及零件提交保证书等。客户审核了PPAP文件后,对供应商的新产品开发过程表示认可,批准其进入量产阶段。这说明通过APQP准备齐全的技术资料并满足客户特定要求,是赢得客户信任和生产许可的关键。
以上例子没有引用具体企业,但反映的情境非常典型。通过这些场景可以看到,APQP 在实际应用中强调前期策划和预防,注重跨部门协作和持续改进:设计阶段避免问题、过程设计减少风险、验证阶段及时纠正、以及用数据和文件向客户证明质量保证到位。对于企业管理者而言,理解并运用好 APQP 方法,可以大幅提高新产品项目的成功率,确保公司在激烈的汽车供应链中保持竞争力和信誉。





